Základní principy a informace o odsávání svařoven
Proč se musí svařovny odsávat?
Při svařování vznikají dýmy, které jsou tvořeny velmi jemným prachem. A právě prach je potřeba ze vzduchu, který pracovníci na svařovně dýchají, oddělit. Prach je karcinogenní, při dlouhé expozici se nenávratně usazuje v plicích.

Při svařování se vypařují do okolního prostoru také těžké kovy. Těchto je však pro většinu svařovacích aplikací jen velmi málo a rychle se okolním vzduchem rozředí.
Odsávání přímo od zdroje dýmů nebo celoplošné odsávání svařoven
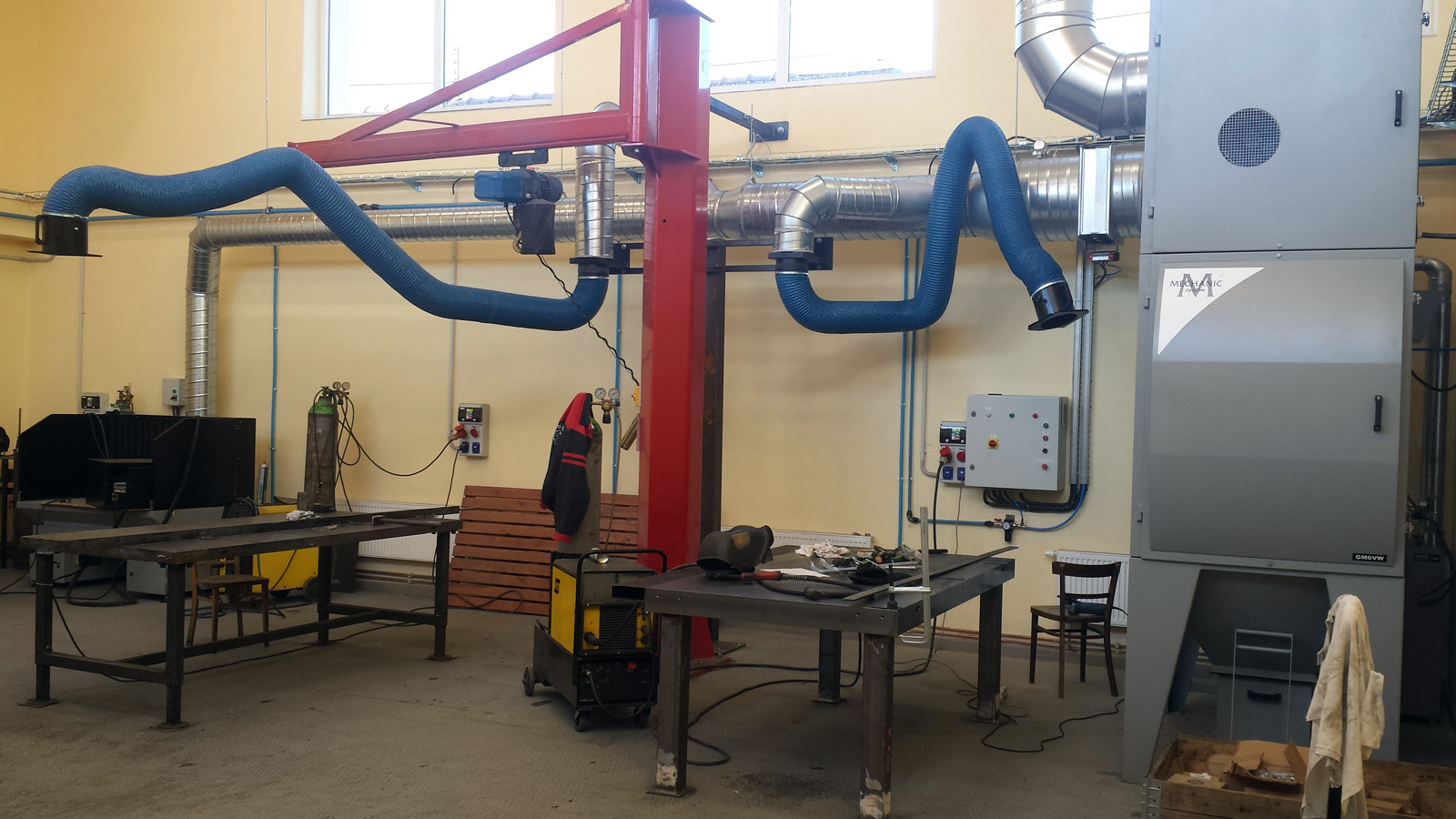
Pokud je to možné, optimálním řešením je odsávání přímo od zdroje svařování. K tomu slouží např. odsávané svařovací hořáky, samonosná ramena, odsávané svařovací a brousicí stoly nebo odsávání pomocí horních digestoří.
Další možností je celoplošné odsávání svařovny, kdy se odsává celý objem vzduchu dílny, který se od prachu vyčistí a vyčištěný vzduch se vrací zpět do svařovny. K tomuto účelu naše firma nabízí velmi účinné a moderní řešení – odsávání systémem TCL.

Filtrační jednotky
Filtrační jednotky pro veškeré způsoby odsávání jsou středopodtlakové. Pouze pro odsávání odsávaných hořáků nebo krytů úhlových brusek se používají vysokopodtlakové filtrační jednotky.


Automatické čištění povrchu filtračních vložek

Každá filtrační jednotka pro odsávání svařování musí být vybavena systémem pro automatické čištění povrchu filtračních vložek. Čištění se provádí pomocí stlačeného vzduchu, který se tzv. vstřelí do filtrační vložky. Tato se oklepe a usazený prach na povrchu filtrační vložky spadne dolů do jímky na prach.
Pokud filtrační jednotka neobsahuje tento systém, filtrační vložky se velmi rychle zanesou prachem a musí se pak ručně čistit. Ovšem to čištění je velmi špinavá práce, kterou pracovník provede jen jednou. Pak už to určitě dělat nebude chtít. Četnost čištění záleží na četnosti používání filtrační jednotky. Je-li filtrační jednotka používána denně, bude potřeba ji čistit min. 3x za měsíc. Pokud se nevyčistí, filtrační vložka se zanese úplně a filtrační jednotka ztratí tah. Denně vídáváme na firmách odstavené malé mobilní filtrační jednotky, které již nikdo nechce čistit. Pak taková investice jsou vyloženě „vyhozené“ peníze.
Z tohoto důvodu naše firma ani nenabízí filtrační jednotky, které nemají systém pro automatické čištění povrchu filtračních vložek. To také platí pro mobilní filtrační jednotky.
Naopak, pokud se používá systém pro čištění povrchu filtračních vložek v kombinaci se správným typem filtračních vložek, taková filtrační jednotka je pak téměř bezúdržbová a není nutné vůbec filtrační vložky dočišťovat nebo kompletně čistit.
Typy filtračních vložek
Na trhu jsou běžně k dispozici filtrační jednotky, které pro svou práci využívají tři základní typy filtračních vložek. Jedná se o kartušové filtrační vložky, kapsové filtrační vložky nebo elektrostatické filtrační vložky.
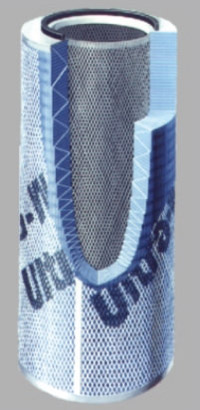
Pro odsávání svařování je nutné používat výhradně kartušové filtrační vložky. V dýmech od svařování je obsaženo velké množství jemného prachu. Kartušové filtrační vložky zajišťují vysokou účinnost filtrace, ale hlavně je lze velmi účinně čistit pomocí systému pro automatické čištění povrchu filtračních vložek. Filtrační jednotka vybavená kartušovými filtračními vložky a systémem pro automatické čištění povrchu filtračních vložek je v podstatě bezúdržbová.
Kapsové filtrační vložky jsou určené pouze pro ventilační systémy zajišťující větrání. Pro svařování nejsou vhodné, protože se nedokonale čistí pomocí systému pro automatické čištění povrchu filtračních vložek a musí se pravidelně ručně dočišťovat. Např. 1x za dva měsíce. A to stojí peníze.
Elektrostatické filtrační vložky se musí také čistit. Ovšem to čištění je vysoce náročné, musí se při něm používat agresivní čisticí roztoky. Pokud se elektrostatická filtrační vložka zanese, zcela ztratí svou účinnost. Prach pak jednoduše filtrační vložkou volně proletí a vrací se zpět do prostoru svařovny. Pak je to podobný efekt, jako luxování domácím vysavačem bez pytlíku. Proto jsou filtrační jednotky vybavené elektrostatickými filtračními vložkami pro odsávání svařoven zcela nevhodné.
Kartušové filtrační vložky se vyrábí v různých velikostech s různou účinností podle potřeby použití. Jiné typy filtračních vložek je potřeba použít pro běžné obloukové svařování a jiné pro plasmové nebo laserové řezání kovů.

Reference
Užitečné informace najdete také v našem WELD blogu
- Atypické předání celoplošného odsávacího systému TCL ve společnosti Armatury Group
- Mechanic System – moderní výroba filtrační techniky
- Excelentní řešení odsávání ve velkých svařovnách pro robotické i manuální svařování
- Celoplošné odsávání TCL významně šetří energii za teplo
- Čištění povrchu filtračních vložek je klíčové! Kartušová filtrační vložky jsou nejvhodnějším řešením pro filtrační jednotky.
- Odsávání broušení kovů je vždy technický kompromis
- TCL systém – účinné odsávání zplodin při svařování rozměrných svařenců